Vastuskiri
| Dokumendiregister | Terviseamet |
| Viit | 10.2-6/25/168-2 |
| Registreeritud | 06.03.2025 |
| Sünkroonitud | 07.03.2025 |
| Liik | Väljaminev dokument |
| Funktsioon | 10.2 Toodete terviseohutusega seotud toimingud |
| Sari | 10.2-6 Teabenõuded, selgitustaotlused, märgukirjad toodete ohutuse valdkonnas |
| Toimik | 10.2-6/2025 |
| Juurdepääsupiirang | Avalik |
| Adressaat | MAKE-UP ATELIER PARIS |
| Saabumis/saatmisviis | MAKE-UP ATELIER PARIS |
| Vastutaja | Natali Promet (TA, Peadirektori asetäitja (1) vastutusvaldkond, Kemikaaliohutuse osakond) |
| Originaal | Ava uues aknas |
| Taotle dokumendi eemaldamist või parandamist |
Failid
From: Natali Promet
Sent: Thu, 06 Mar 2025 10:12:25 +0000
To: 'MAKE-UP ATELIER PARIS' <[email protected]>
Subject: Vs: päring kosmeetika valmistamine
Tere
Jah kosmeetikatooteid saab testida Terviseameti Rahvaterviselaboris ja ohutust tuleb hinnata ohutushindaja poolt. Info all pool kirjas.
Kosmeetikatoode on aine või segu, mis on ette nähtud kokkupuuteks inimese keha välispinna osadega (nahk, juuksed, näo- ja ihukarvad, küüned, huuled ja välised suguelundid) või hammaste ja suuõõne limaskestadega ainult või peamiselt nende puhastamiseks, lõhnastamiseks, nende välimuse muutmiseks, nende kaitsmiseks, heas seisundis hoidmiseks või ihulõhnade parandamiseks;
Kosmeetikatoodete kohta leiate informatsiooni Terviseameti koduleheküljel kemikaali ja tooteohutuse rubriigist aadressil https://www.terviseamet.ee/et/kemikaali-ja-tooteohutus ja selle alarubriikidest „Kemikaalid igapäevaelus – Kosmeetikatooted“ ja „Ettevõtjale – Kosmeetikatooted“
Kosmeetikatooteid reguleerib rahvatervise seadus, Euroopa Parlamendi ja Nõukogu määruse nr 1223/2009/EÜ kosmeetikatoodete kohta https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A02009R1223-20240424 ja Komisjoni määrus nr 655/2013/EL kosmeetikatoodetel esitatavate väidete ühtsete nõuete kohta https://eur-lex.europa.eu/legal-content/ET/TXT/?qid=1491982619732&uri=CELEX:32013R0655 . Seadusandlusega ja kosmeetikamääruse muudatustega saate tutvuda aadressil https://www.terviseamet.ee/kemikaali-tooteohutus/kosmeetikatooted-info-ettevotjale#Kosmeetikatooted_seadusandlus
Nõuded kosmeetikatoodete tootmisele (sh ruumidele) on toodud standardis EVS-EN ISO 22716:2008 „Kosmeetikatooted. Head tootmistavad. Juhised heade tootmistavade osas“, mille saate endale soetada Eesti standardikeskuse e-poes aadressil https://www.evs.ee/tooted/evs-en-iso-22716-2008 . See on harmoneeritud standard. Standardis on toodud kõik nõuded ruumidele, tootmisele, personalile, dokumentatsioonile jne. Kosmeetikatoodetel peab olema kindel retseptuur ja tootmisel peab olema juurutatud hea tootmistavale vastav kvaliteedisüsteem. Siin tuleb silmas pidada et kosmeetikatoodete valmistamiseks ruumid peavad vastama standardi nõuetele, näiteks koduköögis kosmeetika tootmine ei ole aktsepteeritav. Kosmeetikatoodete ohutus peab olema kindlaks tehtud. Lisan Teile manuses hea tootmistava mitteametliku tõlke.
Kosmeetikamäärus kirjeldab nõuded kosmeetikatoodetele ja ei tee vahet kas on tegemist looduskosmeetikaga või mitte. Looduskosmeetika kohta on olemas 2 standardit: standardid ISO 16128:1 ja 16128:2 on avaldatud ja need saab soetada Eesti standardikeskuse www.evs.ee veebilehel. Looduskosmeetika standardid ISO 16128:1 ja 16128:2 on vabatahtlikud, kosmeetikamäärusega ei ole reguleeritud, kuid loovad seose väidete määrusega 655/2013/EL.
Kosmeetikatoodete tootmiseks Terviseametilt kooskõlastust ega luba ei ole vaja. Mingit eelevat dokumentide esitamist Terviseametile seadusandlusega ei ole ette nähtud. Kui Te kavatsete tootma hakata kosmeetikatooteid olete te kosmeetikamääruse mõistes tootja, ehk vastutav isik.
Vastutava isiku kohustused on toodud kosmeetikamääruse artiklis 5 p.1:
Vastutav isik tagab vastavuse artiklitega 3 (Ohutus), 8 (Hea tootmistava), 10 (Ohutushinnang), 11 (Toote andmik), 12 (Proovide võtmine ja analüüs), 13 (Teavitamine), 14 (Lisades loetletud ainete piirangud), 15 (Kantserogeenseks, mutageenseks või reproduktiivtoksiliseks aineks klassifitseeritud ained), 16 (Nanomaterjalid), 17 (Keelatud ainete jäljed), 18 (Loomkatsed), artikli 19 (Märgistamine) lõigetega 1, 2 ja 5, artiklitega 20 (Väited tootel), 21 (Üldsuse juurdepääs teabele), 23 (Tõsisest soovimatust mõjust teatamine) ja 24 (Andmed ainete kohta).
Vastutaval isikul iga toodetud/imporditud kosmeetikatoote kohta peab olema koostatud toote andmik koos kosmeetikatoote ohutusearuandega, kus on kosmeetikatoote ohutus hinnatud vastava ohutusehindaja poolt ja iga kosmeetikatoote kohta peab vastutav isik teavitama CPNP teavitamise portaalis. Teavitamise protseduur on tasuta. Teavitamise protseduur on reguleeritud kosmeetikamääruse artikliga 13. Põhjaliku infoga ja juhisega kuidas veebipõhiselt teavitamisprotseduuri täita saate tutvuda Terviseameti koduleheküljel https://www.terviseamet.ee/kemikaali-tooteohutus/kosmeetikatooted-info-ettevotjale#CPNP Samal aadressil artiklis leiate ka juhised CPNP teavitamise kohta. CPNP - kosmeetikatoodete teavitamise portaali kohta info koos piltliku õpetusega samal lehel kus on viide Euroopa Komisjoni veebilehele, kus portaal asub.
Teil, kui tootjal peab olema toote andmik, mida säilitatakse kümme aastat pärast kuupäeva, mil kosmeetikatoote viimane partii turule lasti ning see peab olema kergesti kättesaadav liikmesriigi pädevale asutusele.
Toote andmik sisaldab järgmist teavet ja andmeid, mida vajaduse korral ajakohastatakse:
a) kosmeetikatoote selline kirjeldus, mis selgesti näitab, et toote andmik kuulub selle toote juurde;
b) artikli 10 lõikes 1 osutatud kosmeetikatoote ohutusaruanne (ohutusaruande koostamise üksikasjad on toodud kosmeetikamääruse lisas I ja Komisjoni rakendusotsus 2013/674/EL, 25. november 2013, Euroopa Parlamendi ja nõukogu määruse (EÜ) nr 1223/2009 (kosmeetikatoodete kohta) I lisa käsitlevate suuniste kohta);
c) tootmismeetodi kirjeldus ja kinnitus selle kohta, et tootmisel on järgitud artiklis 8 osutatud head tootmistava;
d) tõendid kosmeetikatoote väidetava mõju kohta, kui see on kosmeetikatoote laadi või mõju tõttu põhjendatud;
e) andmed tootja, tema esindajate või tarnijate poolt läbiviidud loomkatsete kohta seoses kosmeetikatoote või selle koostisainete väljatöötamise või ohutushinnanguga, sealhulgas loomkatsed, mis on läbi viidud kolmandate riikide õigusnormide täitmiseks.
Nii et peab olema koostatud kosmeetikatoodete ohutuse aruanne vastavalt artiklile 10.1 ja lisale 1 milles kirjeldatakse kõik kosmeetikatoote kohta vajalikud andmed arvestades juurde lisatud juhist ja järgides komisjoni otsusega 2013/674/EU kinnitatud juhist ohutuse aruande koostamiseks.
Määruse Artikkel 10 lg 2 kohaselt: I lisa B osas sätestatud kosmeetikatoote ohutushinnangu koostab isik, kellel on diplom või muu ülikooli lõpetamisel antav kvalifikatsiooni tõendav dokument selle kohta, et ta on läbinud teoreetilise ja praktilise koolituse farmaatsia, toksikoloogia, meditsiini või samalaadsel erialal või liikmesriigi poolt võrdväärseks tunnustatud kursuse. Kosmeetikatoodete ohutusehindaja teenust osutavaid ettevõtteid leiate internetist.
Eestis kosmeetikatoodete ohutusehindamisega tegelevad:
1. Meelika Köitjärv; Safety Assessment OÜ; www.safetyassessment.ee ; [email protected] ; telefon: +372 5038878
2. Nadežda Vitkovski: [email protected] ; tel. +37256260118
3. Triin Truu; [email protected] ; Skin Safe OÜ, www.skinsafe.eu, tel +372 5082697
4. Dmitri Vorobjov: NewChem OÜ, [email protected] ; [email protected]; +372 5514378.
Kosmeetikatoodete laboriuuringuid enne kosmeetikatoote turule laskmist saab tootja teha Rahvatervise laboris https://www.terviseamet.ee/labor/teenused/kosmeetika-ja-tarbekaupade-analuusid Samal aadressil leiate ka analüüside nimekirja.
Dokumendis http://ec.europa.eu/health/scientific_committees/consumer_safety/docs/sccs_o_190.pdf leiate kosmeetika mikrobioloogilised piirnormid.
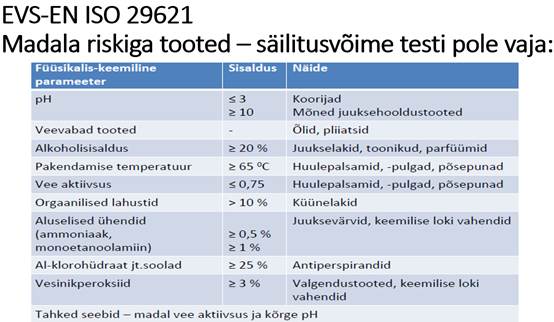
Challenge testi, ehk säilitusvõime testi (antimikroobse kaitse hindamine) ei ole vaja kui kosmeetikatoode ei sisalda vett (nt tükiseep jms) või muud parameetrid, mis on toodud allpool standardis:
Muud analüüsid olenevad koostisest, näiteks laboriuuring allergeensete lõhnaainete sisaldusele on vajalik kui lisatakse kosmeetikatoodetele eeterlike õlisid ja puuduvad tootjapoolsed spetsifikatsioonid sellele ja allergeensete ainete sisalduse kohta (ühe ja sama nimetusega eeterlik õli võib erineda allergeensete lõhnaainete koguse osas, mis sõltub (erinevus) tingimustest sh kasvupiirkonnast jne ja võib küsida tootjalt et ta annaks sellise spetsifikatsiooni ja allergeenide sisalduse eeterliku õliga kaasa). Säilitusainete sisaldusele test oleneb koostisest (säilitustoorainest) ja kas ja millist säilitusainet lisatakse.
Kindlasti Teil, kui tootjal peavad olema ka füs-kem parameetrid teada (toote pH, tihedus jne).
Peab olema tehtud ka stabiilsus test, et teada oma toodete säilimisaega. Kui Te teate põhikomponendi mee säilimistähtaega, siis on see tõenäoliselt korrektne. Võimalik et Te oma tootmises hakkate kasutama mikrobioloogia kiirteste. Keemilised analüüsid olenevad koostisest, nt lõhnaained, säilitusained. Tuleb konsulteerida ohutusehindajaga, ta kindlasti aitab. Kosmeetika tooraineid on kemikaalid ja iga koostisosa kohta peate saama selle tootjalt ohutuskaardi, spetsifikatsiooni ja kasutussoovitused kosmeetikas kasutamiseks, näiteks lõhnakompositsioonide kohta ka veel allergeensete ainete sertifikaadi.
Katsetada tuleb enne kosmeetikatoote turule laskmist ja katsete tulemustest oleneb ka ohutushinnang.
Kosmeetika märgistuse nõuded on toodud kosmeetika määruse https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A02009R1223-20240424 art.19.
Koostis märgistusel peab olema ühtses nomenklatuuris - selleks on Teil kasulik kasutada CosIng andmebaasi http://ec.europa.eu/growth/tools-databases/cosing/index.cfm?fuseaction=search.simple ning samuti taimede nimed leiduvad Tartu ülikooli taimenimede andmebaasis http://taimenimed.ut.ee/kirjandus.html
Kui Te hakkate lisama toodetele lõhnaaineid või eeterlike õlisid, siis jagan Teile infot eeterlikest õlidest:
Eeterlikud õlid ise on kemikaalid, puhtal kujul neid nahal ei kasutata ja enamik eeterlikest õlidest on allergiat tekitava toimega. Nii, et nende kasutamine kosmeetikatoodetes peab olema tervisele ohutu, et ei tekitaks kosmeetikatoote kasutamine naha sensibiliseerimist ja ei oleks allergilisi reaktsioone.
Allergeenid, mis on eeterlike õlide koostisosad ja mille esitamine märgistusel on teatud kontsentratsioonis ja tingimustel kohustuslikud on toodud Terviseameti veebilehel aadressil https://www.terviseamet.ee/kemikaalid-igapaevaelus/kosmeetikatooted/koostis#tabel alarubriigis „allergeensed ained“
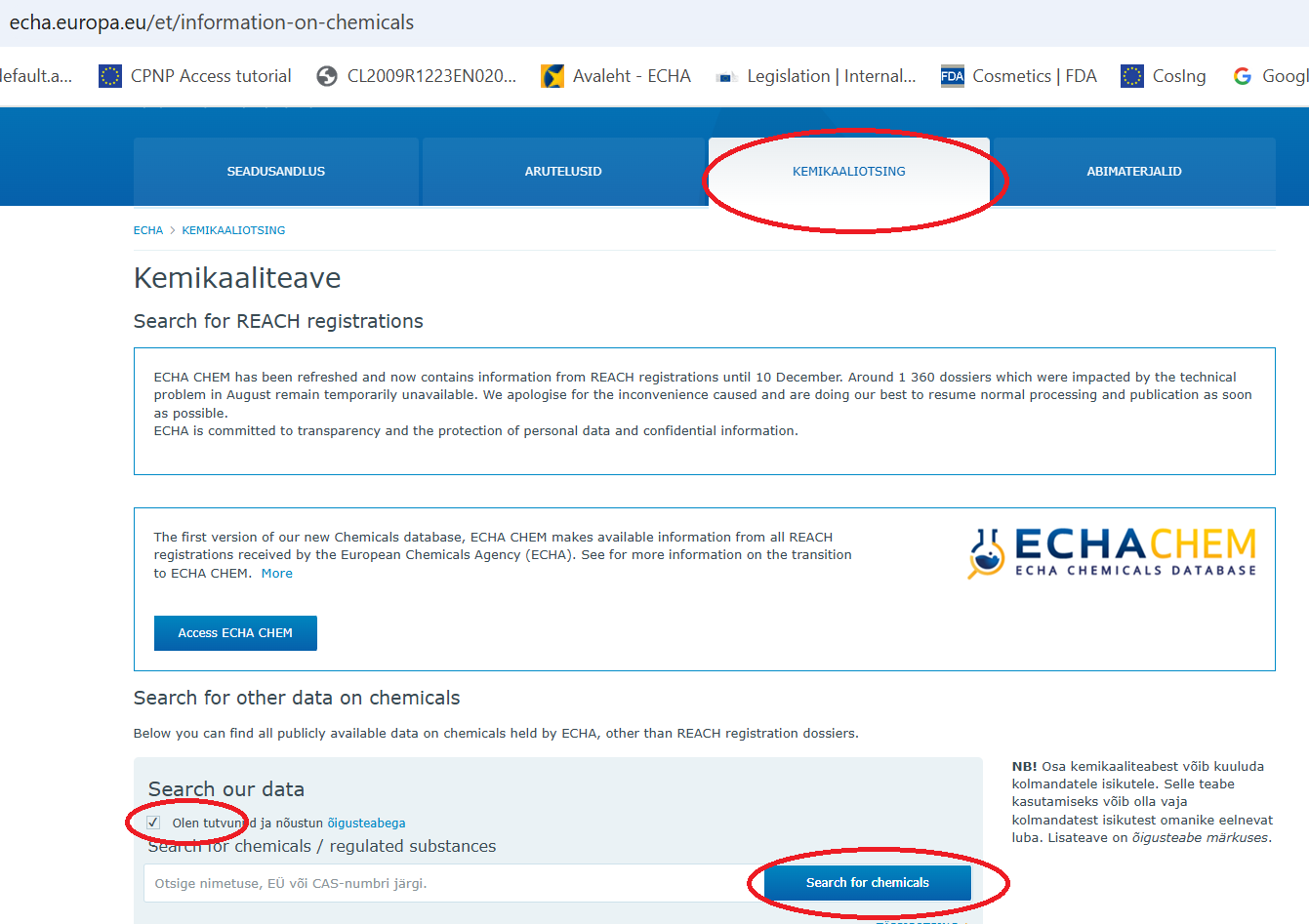
Euroopa Kemikaaliameti (ECHA) veebilehe https://echa.europa.eu/et/information-on-chemicals kaudu saate tutvuda olemasoleva infoga ja teada saada kemikaaliotsingu kaudu kuidas üks või teine aine on klassifitseeritud.
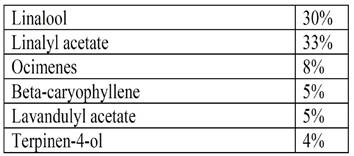
Näiteks lavendliõli sisaldab:
Kuigi kosmeetikatoodetes ei ole lavendliõli kasutamiseks keelustatud, peab olema kindel milline täpne allergeenide kogus lõpptootes on - sellest ja toote iseloomust oleneb ka nende allergeenide väljatoomine eraldi märgistusele (väljavõtte määruse nõudest all pool) et lõpptarbija teaks nende ainete sisaldusest ja juhul kui on ta teadlik, et on allergiline ühe või teise aine suhtes, siis oskaks teadlikult tooteid valida et vältida kokkupuudet nende ainetega, mille suhtes ta allergiline on.
Samuti ei ole lubatud kosmeetikal kasutada meditsiinilisi (sh ravivaid) või biotsiidseid (sh desinfitseerimise kohta) väiteid.
Kosmeetikatoodete tootmisest ja esitatavatest nõuetest lühidalt: tootmisel tuleb järgida hea tootmistava ja täitma kosmeetikamääruses sätestatud koostisele esitatud nõuded, iga kosmeetikatoote kohta peab olema koostatud tooteandmik ja tehtud ohutusaruanne ja ohutusehinnang, kosmeetikatooted peavad olema märgistatud vastavalt art.19 ning teavitatud kosmeetikatoodete CPNP portaalis ning tuleb täita muud asjakohased art. 5 loetletud nõuded.
Lugupidamisega
Natali Promet
peaspetsialist
kemikaaliohutuse osakond
+372 7943 533
Terviseamet +372 794 3500 [email protected] Paldiski mnt 81, 10614 Tallinn |
Käesolev kiri on konfidentsiaalne ning mõeldud kasutamiseks kirja päises nimetatud isikule/asutusele. Käesoleva kirja mistahes viisil kasutamine või kopeerimine isiku poolt, kes ei ole märgitud selle adressaadiks, on keelatud. Kui te olete saanud käesoleva kirja ekslikult, palume sellest koheselt teavitada kirja saatjat ning kustutada saadud kiri koos kõikide lisadega.
Saatja: MAKE-UP ATELIER PARIS <[email protected]>
Saatmisaeg: kolmapäev, 26. veebruar 2025 14:13
Adressaat: [email protected]
Teema: päring
Tähelepanu! Tegemist on väljastpoolt asutust saabunud kirjaga. Tundmatu saatja korral palume linke ja faile mitte avada. |
Tere,
Mina valmistan ise looduslikest koostisosadest huulepalsamit.
Saan aru, et kui ma sooviksin seda palsamit pakkuda ka suuremale üldsusele -kehtivad Eestis ka looduskosmeetika müümiseks teatud nõudmised:
- 1. Ostuhinnang ja toote testimine
- 2. Tooteandmik
- 3. Registreerida toode Euroopa Komisjoni kosmeetikatoodete teavitamise portaalis (CPNP)
- 4. Hügieeninõuded
- 5. Pakendi märgistamine
Olen aru saanud, et enne turule laskmist peab igale kosmeetikatootele olema tehtud ohutushinnang pädeva toksikoloogi või kosmeetikaeksperdi poolt.
Kas ma saan õigesti aru, et täita seadusest tulenevad nõuded, peaksin ma oma toote saatma Terviseameti kemikaaliohutuse osakonda testimiseks?
Palun juhiseid selle protsessi käivitamiseks.
Tervitades,
Merlin Albert
telefon +372 5553 0884
Eessõna
2 Osa 1
1 Reguleerimisala 1
2 Terminid ja Definitsioonid 4
3 Personal 5
4 Ruumid 6
5 Seadmed 6
6 Toorained ja Pakendimaterjalid 10
7 Toodang 11
8 Valmistooted 14
9 Kvaliteedikontrolli laboratoorium 15
10 Spetsifikatsioonile mittevastava toote menetlemine 17
11 Jäätmed 17
12 Alltöölepingud 18
13 Kõrvalekalded 19
14 Kaebused ja tagasivõtt 19
15 Muudatuse juhtimine 20
16 Siseaudit 20
17 Dokumentatsioon 20
Eessõna
ISO (Rahvusvaheline Standardiorganisatsioon) on riikide ülemaailmne standardiorganisatsioonide föderatsioon (ISO Liikmesriigid). Tööde ettevalmistamine viiakse tavaliselt läbi ISO Rahvusvaheliste Standardite tehnilistes komiteedes. Iga organi liige, kes on huvitatud teemast, mille jaoks tehniline komitee on kindlaks määratud, on õigus olla selles komitees esindatud. ISO-ga koostööd tegevad Rahvusvahelised , valitsustevahelised ja valitsusvälised organisatsioonid, võtavad samuti sellest tööst osa. ISO on teinud tihedat koostööd Rahvusvahelise Elektrotehnika Komisjoniga (IEC) et rahvusvahelised standardid, mis on koostatud vastavalt ISO / IEC direktiivide eeskirjadele, on kooskõlas kõikides elektritehnilise standardimisega seotud küsimustes.
2. osa.
Peamine tehniliste komiteede ülesanne on valmistada ette rahvusvahelisi standardeid. Rahvusvaheliste standardite kavandid on laiali saadetud tehnilise komitee liikmetele ja nende poolt enne hääletamist kooskõlastatud. Avaldamisele kuuluv rahvusvaheline standard nõuab vähemalt 75% hääletusest osavõtva organisatsiooni liikme heakskiitu.
Juhitakse tähelepanu võimalusele, et mõned elemendid käesoleva dokumendi kohta võivad kui subjektid kuuluda patendiõiguse alla. ISO ei vastuta kõikide patendiõigustega identifitseerimise eest.
ISO 22716 on koostanud tehniline Kosmeetika komitee ISO / TC 217poolt.
Sissejuhatus
See on Hea tootmistava juhis kosmeetikatoodetele. Dokument on ette valmistatud koostöös kosmeetikatööstusega ja selle valdkonna erivajadusi arvesse võttes. Juhisega pakutakse korralduslikke ja praktilisi nõuandeid inim-, tehnilisi ja halduslikke tegureid arvesse võttes, mis mõjutavad toodete kvaliteeti, tootjatele tootmistöö korraldamiseks ja juhtimiseks,.
Juhis on kirjutatud nii, et võimaldada selle kasutamist toote retseptuurist kuni transportimiseni. Lisaks sellele, et selgitada, kuidas selle dokumendi abil oma eesmärgini jõuda, on põhiprintsiip "lisatud iga suurema peatüki juurde.
Hea tootmistava moodustavad praktilise arengu kvaliteedi tagamise mõiste kaudu tehase tegevuste kirjeldustes, mis põhineb usaldusväärsetel teaduslikel juriidilistel alustel ja riskihinnangutel. Eesmärgiks on GMP juhisega määratleda tegevused, mis võimaldavad teil saada toote, mis täidab määratletud nõudeid.Dokumentatsioon on hea tootmistava juhise (edaspidi GMP) lahutamatu osa.
KOSMEETIKA – GMP- HEA TOOTMISTAVA JUHISED
Reguleerimisala
See rahvusvaheline standard annab juhised kosmeetikatoodete tootmise, kontrolli, säilitamise ja veokorralduse kohta.
Käesolev juhis hõlmab toote olulisi kvaliteediaspekte, kuid ei hõlma tervikuna kogu ettevõttega seotud töötajate tööohutuse ja keskkonnakaitsealast tegevust ning selle korraldamise aluseid, mis on määratletud riigi või kohalike omavalitsuse õigusaktidega. Vastutus töötajate tööohutuse ja keskkonnamõjude hindamise, arvesse võtmise ja tagamise eest lasub ettevõttel ning võib olla reguleeritud kohalike õigusaktide ja eeskirjadega.
Terminid ja mõisted
Selles dokumendis kasutatakse järgmisi termineid ja mõisteid
Cosmetics GMP = Hea Tootmistava Kosmeetikas
2.1
vastuvõtukriteerium
Katsetulemuste heakskiitmine numbrilistes vahemikes või muude sobivate meetmete või testimistulemuste piirides.
2.2
audit
Süstemaatiline ja sõltumatu kontroll kvaliteedialase tegevuse ja saavutatud tulemuste vastavuse üle kavandatud korrale ja meetmetele ning tõendamaks, et kõnealust korda rakendatakse tõhusalt, et kord on sobiv püstitatud eesmärkide saavutamiseks.
2.3
partii
Kindlaksmääratud homogeenne (ühetaoline)tooraine, pakendimaterjali või toodangu kogus, mis on toodetud ühes protsessis või mitmete protsessietappide läbimise tulemusena.
2.4
partii number
Eristav numbriline, täheline ja / või sümbolite kombinatsioon konkreetse partii identifitseerimiseks.
2.5
toodang enne villimist ja pakendamist
Toodang (iga lõpptoode), mille tootmisprotsessi etapid on läbitud, välja arvatud veopakendisse pakendamine.
2.6
kalibreerimine
Kalibreerimine (calibration) – menetlus, mis fikseeritud tingimustel määrab kindlaks seose mõõtevahendi poolt esitatud väärtuse ja etaloni abil realiseeritud suuruse vastava väärtuse vahel
(EVS 758:1998 "Metroloogia. Terminid ja määratlused").
Kalibreerimine on metroloogilise kontrolli liik, mis võimaldab kindlaks määrata mõõtevahendi näidule vastava mõõtesuuruse väärtuse. Kalibreerimisel võib hinnata kalibreerimistulemuste mõõtemääramatused. Kalibreerimistulemused vormistatakse kalibreerimistunnistusena, kus tuuakse välja konkreetsed mõõtetulemused koos nende määramatusega. Kalibreerimine on vabatahtlik ja on tingitud mõõtevahendi valdaja vajadusest saada teada oma mõõtevahendi metroloogilised parameetrid.
Mõõtevahendite kalibreerimine kuulub rakendusmetroloogia valdkonnas industriaal- ehk tööstusmetroloogiasse ja kindlustab, et tööstuses, kaubanduses, analüüsi- ja mõõtelaborites jt. eri mõõtmiskohtades ühe ja sama mõõtesuuruse mõõtmisel saadud tulemused oleksid võrreldavad ja et oleks tagatud mõõtetulemuse jälgitavus.
2.7
muudatuse juhtimine
Kavandatud sisemise protsessimuudatuse ohjamine ja kontroll selle muudatuse sobivuse ja piisavuse ühe või mitme Hea Tootmistava juhisega hõlmatud tegevuse sisese korralduse ja vastutuse jaotamise korra üle tagamaks, et kõik toodetud, pakendatud, kontrollitud ja ladustatud tooted vastavad määratletud vastuvõtukriteeriumitele ka pärast muudatuse sisseviimist.
2.8
puhastus vt EVS-EN-ISO 862
Kõik toimingud, mis kindlustavad esemele või materjalile puhtuse ja välimuse nõutud taseme järgmiste kombineeritud faktorite toime abil: keemilised reaktsioonid, mehaaniline tegevus, temperatuur, kestuse rakendus. Toiming pindadelt nähtava üldise mustuse eraldamiseks ja kaotamiseks.
2.9
viga
Pretensioon-nõudeteave väljastpoolt toote määratletud vastuvõtukriteeriumitele mittevastavuse kohta .
2.10
saastumine
Ebasoovitavate nähtuste (keemiliste, füüsikaliste ja / või mikrobioloogiliste) esinemine tootes.
2.11
tarvikud
Tarvikud on toode või materjal, mida tarvitatakse puhastus- ja/või hooldusprotsessi käigus. Näiteks puhastusvahendid ja määrdeained.
2.12
leppe heakskiitja
Volitatud esindaja või vastutav isik ettevõttest või väljastpoolt, kes kiidab heaks teise isiku või ettevõtte poolt selle ettevõttega seotud tehingu. Isik, äriühing või organisatsioon, kes tegutseb teise isiku, äriühingu või organisatsiooni nimel.
2.13
kontroll
Vastuvõtukriteeriumite täitmise (töö, toote, teenuse või muu tegevuse)tunnustamine.
2.14
kõrvalekalle
Ettevõttesisese tegutsemise ja vastutuse jagamise kord kindlaksmääratud nõuete kohta ette planeeritud või planeerimata kõrvalekalde loa saamiseks, mis on iga juhtumi puhul ajutine olukord ühes või mitmes Hea Tootmistava juhisega hõlmatud tegevuses.
2.15
valmistoode või lõpptoode
Kosmeetikatoode, mis on kõik tootmisprotsessi etapid läbinud, kaasa arvatud veopakendisse pakendamine.
2.16
protsessi sisekontroll
Kontrollimised tootmisprotsessi käigus, et seda protsessi kindlustada ja vajadusel kohandada, tagamaks toote vastavus määratletud vastuvõtukriteeriumitele.
2.17
siseaudit
Süstemaatiline ja sõltumatu ettevõttesisene kontroll, mida teostab selle ettevõtte pädev personal, kes ei ole ise otseselt kontrollitava tööga seotud. Eesmärk on teha kindlaks, kas Hea Tootmistavaga hõlmatud tegevused ja töötulemused vastavad kavandatud meetmetele ja kas kõnealuseid meetmeid rakendatakse tõhusalt ning kas need meetmed on eesmärkide saavutamiseks sobivad.
2.18
põhiseadmed
Seadmed, mis on ette nähtud tootmiseks ja laboratoorse kontrolli dokumentides, mida peetakse protsessi läbiviimises oluliseks.
2.19
hooldus
Kogu perioodiline, kavandamata või süstemaatiline,hooldus või muu toiming, mille vastavushindamise eesmärgiks on ruumide ja seadmete töövalmiduses hoidmine.
2.20
tootmisprotsess
Kõigi tootmistegevuste ehk protsessiosade läbiviimise kord – toodangu valmistamine tooraine kaalumisest kuni villimiseni.
2.21
Eba- ehk mittestandardne kontrollitulemus
Kontrollimise, mõõtmise või katse tulemus, mis vastuvõtukriteeriumites ei ole määratletud.
2.22
pakendamisprotsess
Kõik villimis-, täitmis- ja muud pakendamisprotsessi tegevused, kaasa arvatud märgistamine, mida villimata toodang peab läbima, et saada valmistooteks (lõpptooteks).
2.23
pakkematerjal
Kõik materjalid, mida kosmeetikatoote pakendamiseks kasutatakse, välja arvatud veopakendina kasutatav pakend. Pakendimaterjale rühmitatakse esmaseks või teiseseks vastavalt sellele, kas nad on või ei ole tootega otseses kokkupuutes.
2.24
tehase asukoht või hooned + maaala
Asukoht kosmeetikatoodete tootmiseks, valmistajatehas ja selle territoorium.
2.25
ruumid
ehitises, hoones või tugistruktuuri tegelik asukoht, mida kasutatakse kas toodete, toorainete või pakkematerjalide vastuvõtmiseks, ladustamiseks, tootmiseks, pakendamiseks, kontrollimiseks ja väljastamiseks.
2.26
tootmine
Tootmise ja pakendamise protsessid.
2.27
kvaliteedi tagamine
Igasugune planeeritud ja süstemaatiliselt läbiviidav tegevus kindlustunde andmiseks ja tagamaks, et toode vastab heakskiidetud vastuvõtukriteeriumitele.
2.28
toormaterjal
Mis tahes materjal, mis läheb tootesse või võtab osa toote valmistamisprotsessist.
2.29
tagasinõudmine
Otsus, mis on tehtud või ettevõtte poolt tehakse turule lastud tootepartii tagasivõtmiseks või tagastamiseks.
2.30
ümbertöötlemine
Ümbertegemise protsess toimub kas osaliselt või kogu valmispartii või pakendamata toodangu tootmisprotsessi kindlaksmääratud kvaliteedist lubamatu kõrvalekalde tõttu nii, et toodete kvaliteedi parandamiseks võib osutuda vajalikuks üks või mitu täiendavat tegevust.
2.31
tagastamine
Valmistoote tagasi saatmine kosmeetikatoote tootjale, mis võib olla põhjustatud kvaliteediveast või tingituna muust põhjusest.
2.32
näidis
Komplektist esitamiseks valitud üks või mitu elementi, selleks et anda teavet selle kujunduse või koostise kohta.
2.33
proovivõtt
Proovi võtmise ja esitamisega seotud toimingud.
2.34
tervendamine ehk saneerimine
Protsess, mida kasutatakse selleks, et vähendada soovimatut mikroorganismide vohamist pinnal või puhastamata saastunud pindadelt sõltuvalt püstitatud eesmärgist. See on üldine meede pinnalt nähtamatu saasteaine vähendamiseks.
2.35
vedu
Protsess, mis koosneb tellimuse järgi veose komplekteerimisest, selle vedamiseks ettevalmistamisest ja veokile asetamisest.
2.36
jäätmed
Kõik omaniku poolt mistahes operatsiooni, aine, materjali kõrvaldamiseks, ümberkujundamiseks või taaskasutamiseks kavatsetavad toote või tootmisprotsessi jäägid.
3 Personal e. isikkoosseis
3.1 Põhimõte
Käesolevas juhises kirjeldatud meetmete rakendamiseks peavad kõnesolevad isikud olema saanud vajaliku ettevalmistuse ja väljaõppe määratletud kvaliteediga toodangu tootmiseks, kontrollimiseks ja ladustamiseks.
3.2 Organisatsioon
3.2.1 Organisatsiooni struktuur
3.2.1.1 Organisatsiooni struktuur tuleb määratleda, et mõista organisatsiooni töökorraldust ja funktsioneerimist.
Organisatsiooni struktueerimine peab olema piisav lähtudes ettevõtte suurusest ja toodete mitmekesistamise vajadustest.
3.2.1.2 Kõik ettevõtted peavad tagama, et on olemas piisav töötajate arv erinevates tegevusvaldkondades vastavalt toodangu mitmekesistamise ja arendamise vajadusele.
3.2.1.3 Organisatsiooni struktuur peaks kajastama kvaliteediosakonna sõltumatust.
3.2.2 Inimeste arv
Käesolevas juhises määratletud tegevuste elluviimiseks peab ettevõttes olema piisav hulk hästikoolitatud personali.
3.3 Key responsibilities
3.3.1 Vastututustasandid/Alluvussuhted
3.3.1.1 Juhtkonna vastutus
Organisatsioon peab kuuletuma ja toetuma ettevõtte juhtkonnale.
3.3.1.2 Hea tootmistava juurutamise ja rakendamise eest vastutavad tippjuhid, kes peavad nõudma kogu ettevõtte ja kõikidel osakondade tasanditel personali ürituses osalemist ja pühendumist.
3.3.1.3 Juhtkond peab määratlema tööjaotuse, teavitama ettevõttesisestest alluvussuhete korraldusest kuni madalaima astmeni ja piiritlema valdkonniti töötajate lubatud sisenemise ulatuse.
3.3.2 Töötajate kohustused
Kõik töötajad peavad:
a. teadma oma kohta organisatsiooni struktuuris,
b. teadma oma tööülesandeid, kus on selgelt määratletud tegevuse eest vastutuse ulatus
c. omama dokumentidele vaba juurdepääsu ja täitma dokumentidega kooskõlast oma osa konkreetse vastutuse ulatusest
d. täitma isikliku hügieeni nõudeid,
e. suhtuma printsipiaalselt oma töösse ja teatama rikkumistest või muudest mittevastavustest, mis võivad takistada töötajal töötamast oma alluvustasandil,
f. omama piisavat koolitust, et täita määratud toiminguid ja tööülesandeid.
3.4 Koolitus
3.4.1 Koolitus ja oskused
Tootmise, kontrolli või ladustamisprotsessiga seotud personal peab läbi tegema asjakohase laiapõhjalise koolituse ja omandama vajalikel kogemustel tuginevad kombineeritud tööoskusi, mis võimaldavad personalil saadud ettevalmistuse põhjal täita oma töökohustusi ja aktiivselt tegutseda.
3.4.2 Koolitus Hea Tootmistava kohaselt
3.4.2.1 Hea Tootmistava koolitusjuhistes esitatud asjakohaseid tegevusi tuleb rakendada personali igas tegevusvaldkonnas.
3.4.2.2 Koolitusvajadusega tuleb haarata kogu personali. Sõltumata töötaja isiklikust asetusest ettevõtte struktuuris või isiklikust tööstaažist ettevõttes on vaja eelnevalt kindlaks teha iga töötaja koolitusvajadused, välja töötada vajadustele vastav koolitusprogramm ja see ellu ellu viia ilma kõrvalekalleteta.
3.4.2.3 Võttes personali koolitusvajadusi hinnates, mis on pidev pikaajaline protsess, arvesse iga töötaja seniseid teadmisi ja kogemusi, ajakohastatakse iga järgmine koolituskursus üksikisiku senist töökogemust ja edaspidiseid kohustusi arvestades.
3.4.3 Äsja tööle võetud töötajad
Lisaks Hea Tootmistava teooria ja praktika baasväljaõppele peavad äsja töölevõetud töötajad saama ka asjakohase väljaõppe oma kohustuste täitmiseks.
3.4.4 Koolituskursused
3.4.4.1 Vastavalt vajadusele ja ettevõtte sisemistele ressurssidele võivad koolituskursused olla üles ehitatud ja läbi viidud oma pädevate töötajate abil või välise ekspertorganisatsiooni kaasabiga.
3.4.4.2 Koolitus peab olema järjepidev katkematu protsess, mille tulemusi hinnatakse ja uuendatakse tekkivate vajaduste põhjal korrapäraselt.
3.4.5 Personali koolituse hindamine
Personali koolitustaseme hindamine peab toimuma teadmiste akumuleerimise ajal ja / või pärast koolitust.
3.5 Personali hügieen ja -tervishoid
3.5.1 Personali hügieen
3.5.1.1 Hügieeni õpetamise programmid ja läbiviimine peavad olema koostatud ja kohandatud ettevõtte vajadustele. Neid nõudeid peab mõistma ja täitma iga töötaja, kes tegutseb kas tootmis-, kontrolli või ladustamise alal.
3.5.1.2 Personal peab olema instrueeritud oskamaks kasutada nii kätepesuvahendeid kui ka -võtteid.
3.5.1.3 Kosmeetikatoodete saastumise ärahoidmiseks peab iga tootmis-, kontrolli või ladustamisruumidesse siseneja kandma sobivaid kaitserõivad ja isiklikke kaitsevahendeid.
3.5.1.4 Tootmise, kontrolli ja/või ladustamistöö ametikohtadel ja tööpiirkondades tuleb vältida söömist, joomist, suitsetamist või närimistubaka kasutamist; samuti on toidu, joogi, tubakatoodete või isiklike ravimite ladustamine neis töökohtades keelatud.
3.5.1.5 Igasugune ebahügieeniline tegevus (näiteks suitsetamine), tuleb tootmise, kontrolli või ladustamistöö piirkondades ja/või naaberpiirkondades või mis tahes muus paigas, kus toode võiks kahjustuda, täielikult keelata.
3.5.2 Personali tervislik seisund
Meetmed, mis tagavad niipalju, kui see on võimalik, nakkusohtlike või ilmsete haigusnähtudega või kehapinnal eksponeeritud avatud kahjustusi omavate inimeste puhul tuleb viivitamata kasutusele võtta. Haigusnähtudega inimeste tootega otsest kokkupuudet tuleb vältida haigete isoleerimisega kuni nende töölt eemalejätmise põhjused on kas paranenud või saadud paranemise kohta kinnitus meditsiinipersonalilt, et vältida kosmeetikatoodete kvaliteedi ohustamist haigestunud inimese poolt.
3.6 Külastaja või väljaõppeta töötaja
Külastajat ja/või väljaõppeta töötajat ei lubata ettevõtte tootmise, kontrolli või ladustamisega seotud tööpaika, alale ega ruumidesse. Kui see on vältimatu, tuleb inimesi ette teavitada võimalikust toodete saastamisohust, nõuda neilt hügieenireeglite täitmist ja sobiva isikliku kaitseriietuse kandmist. Külastajad ja väljaõppeta personal peavad olema nendes ruumides ja tööpiirkonnas või alal pideva järelevalve all.
4 Tööruumid
4.1 Põhimõte
4.1.1 Ruumid peavad asetsema ja olema kavandatud, ehitatud ning kasutusele võetud nii, et:
a. on tagatud toote kaitse saastamise eest,
b. on võimalik teha tõhusat puhastust ja hooldust,
c. on tagatud tööohutus ja minimaalseks viidud toote, toor- ja pakkematerjali kokkupuute- või segunemisrisk siseveol ning käitlemisel.
4.1.2 Tööruumide ehitamiseks ja sisustamiseks sobivaid meetmeid on käesolevas dokumendis eraldi kirjeldatud. Ruumikujunduse ja seadmepaigutuse otsused peavad rajanema kehtivatel kosmeetikatoodete tüüptingimustel võimaldades puhastamisel vajalike abiseadmete ja puhastusmeetmete rakendamist.
4.2 Tootmisalade liigitus
Eraldi või piirkonniti kindlaksmääratud toootmisjaoskondade: nagu ladustamis-, tootmis-, kvaliteedi kontrolli ruumides, samuti personali teenindamiskohtades, nagu pesemis- ja tualettruumideasetsemine ja asukohad tuleb rangelt ette näha, samuti kehtestada pidev ruumide ja territooriumi käitlusrežiim, et vältida režiimi rikkumisi ja muid töövigu.
4.3 Tööpaik
Tööpaigas peab olema ruumi piisavalt, selleks et hõlbustada töötamist näiteks vastuvõtmis-, ladustamis- ja tootmisüksustes või nendega vahetult seotud operatsioonide läbiviimisel.
4.4 Siseliikluse korraldus
Materjalide, toodete ja töötajate kulgemisteekonnad ja/või materjalide või valmistoodete marsruudid nii siseruumides kui eri hoonete kaudu või territooriumil tuleb segimineku vältimiseks kindlalt korraldada ja kehtivat korraldust järgida.
4.5 Põrandad, seinad, laed ja aknad
4.5.1 Tootmisruumide ja nendega seotud töövaldkondade põrandad, seinad, laed ja aknad tuleb konstrueerida ja valmistada nii, et neid oleks lihtne puhastada ja hoida puhtana ning heas korras.
4.5.2 Aknad peab valmistama mitteavatavad mittepõlevast materjalist juhul, kui sundventilatsioon on piisav. Kui aknad on väljapoole keskkonda avatavad, peavad need olema ekraaniga nõuetekohaselt kaetud.
4.5.3Uue tootmisala rajamine peab olema kaalutletud ja võimaldama ruumides nõuetekohast puhastamist ning hooldust. Uue ehitise seinad ja pinnad peavad olema siledad, kergesti puhastatavad, tehtud sööbiva puhastusvahendi toimele vastupidavast materjalist.
4.6 Pesemis- ja tualettruumid
Pesemiseks ja isiklike vajaduste rahuldamiseks tuleb ette näha personalile piisava suurusega puhtad pesemis- ja tualettruumid. Pesemis- ja tualettruumid tuleb eristada muudest ruumidest, kuid samas peavad need asetsema tootmisruumide lähedal ja olema vajadusel kiiresti kättesaadavad. Töötajatele tuleb väljastada asjakohased pesemis-, hügieeni-, kuivatustarvikud jmt, samuti tuleb personalile ette näha vahetusriietus.
4.7 Valgustus
4.7.1 Igasse ruumi peab olema paigaldatud piisav valgustus sõltuvalt tööprotsessi iseärasusest.
4.7.2 Valgustus peab olema paigaldatud viisil, mis väldib prahi või klaasikildude teket. Tuleb tagada võimaliku prahi või klaasikildude viivitamata kõrvaldamine nende tekkekohas. Teisalt ei tohi kasutatavad meetmed ohtu seada toodete kvaliteeti.
4.8 Ventilatsioon
Ventilatsioon peab olema tootmisvajadusteks piisav. Teisalt tuleb rakendada erimeetmeid viisil, mis aitavad toodet kaitsta.
4.9 Torustik, kanalisatsioon ja äravoolutrass
4.9.1 Torustik, kanalisatsioon ja äravoolutrass peavad olema paigaldatud sellisel viisil, et lekke- või kondensatsioonivesi ei pääse saastama materjale, tooteid, pindu ega seadmeid.
4.9.2 Kogu torustik ja äravoolutrassid tuleb hoida puhtana;tuleb tõkestada kõikjal materjalide, vee ja roiskvee tagurpidi voolamine.
4.9.3 Projekteerimise ja ehitamise korralduse iseärasused
Tuleb arvesse võtta järgmist:
a. laes asetsevaid avatud katusetalasid, katmata torusid ja äravoolutrasse tuleks vältida,
b. nähtavale jäetud torud ei tohi olla vastu seina ega seinaga kokku puutuda, kuid peaks olema piisavalt klambritega toestatud ja asetsema seinast piisavalt kaugel, et võimaldada põhjalikku puhastamist.
c. Alternatiivne võimalus: kavandada ja võtta kasutusse erimeetmed toote kaitsmiseks.
4.10 Puhastus ja saneerimine
4.10.1 Igas ruumis tuleb kasutada käesoleva juhisega kirjeldatud tingimusi ja tegevusi eeldusel, et need aitavad hoida ruume puhtana.
4.10.2 Puhastus ja saneerimine peab olema kavandatud ja viiakse läbi eesmärgiga tagada iga üksiku toote kaitsmine.
4.10.3 Kasutusse võetavad puhastus- ja desinfitseerimiskemikaalid peavad olema eesmärgikohase kasutamisalaga ja tõhusad.
4.10.4 Tuleb välja töötada ja rakendada sellised puhastus -ja saneerimisprogrammid, mis arvestavad iga tööpiirkonna erivajadusi ja tagavad nõutava ruumide ja seadmete puhtuse.
4.11 Hooldus
Kõik aktiivselt kasutatavad tööruumid tuleb hoida heas töövalmiduse seisukorras.
4.12 Tarvikud
Tööruumides kasutamisel olevad tarvikud ei tohi avaldada kahjulikku mõju valmistatavate toodete kvaliteedile.
4.13 Kahjuritõrje korraldus
4.13.1 Tööruumid peavad olema projekteeritud, ehitatud ja hooldatud viisil, mis takistaks ja piiraks putukate, lindude näriliste ja teiste kahjurite ruumidesse sissepääsu või seadmetesse ligipääsu, selleks rakendatakse vajalikku ja piisavat kahjuritõrjet.
4.13.2 Ruumides tuleb vajadusel käivitada asjakohane ja tõhus kahjuritõrjeprogramm.
4.13.3 Tuleks rakendada ruumide välispindade kontrolli ja meetmeid, mis välistavad kahjurite meelitamise või majutamise.
5 Seadmed ja aparatuur
5.1 Põhimõte
Kasutusel olevad seadmed ja aparatuur peavad sobima ettenähtud otstarbeks ja neid peab saama puhastada, desinfitseerida ning hooldada. Käesolevat osa kohaldatakse seadmetele, mis jäävad käesoleva Hea Tootmistava standardi reguleerimisalasse. Kui käesolevas standardis kirjeldatud tegevusteks juurutatakse automaatsüsteemid, peavad need käesolevate tingimustega kohalduma ja nende käikuandmisel ja kasutamisel peab arvestama kirjeldatud asjakohaste põhimõtetega.
5.2 Seadmete projekteerimine ja konstrueerimine
5.2.1 Tootmisseadmed peavad olema konstrueeritud viisil, et igati vältida toodete saastumist.
5.2.2 Toote konteinereid ja mahuteid tuleb kaitsta töökeskkonnas koguneva tolmu ja niiskuse eest.
Parajasti kasutuses mitteolevaid seadmeid, torustikke, äravoolutrasse ja lisaseadmed tuleb puhastada ning hoida kuivana, samuti kaitstuna tolmu, pritsmete või muu (näiteks bakterioloogilise) saastumise eest.
5.2.3 Seadmete ja aparatuuri valmistamiseks kasutatud materjalid peavad olema inertsed ning sobivad puhastus- ja desinfitseerimiskemikaalidega.
5.3 Installeerimine -paigaldamine
5.3.1 Seadmete projekteerimine, valmistamine ja paigaldamine peab toimuma viisil, mis torustikudrenaazi ja äravoolutrassi lihtsustab, et hõlbustada puhastamist ja saneerimist.
5.3.2 Seadmed ja aparatuur tuleb paigutada viisil, mis ei takista seadmeid teenindava personali liikumist ega kujuta ohtu liikuvate seadmete läheduses töötamisel ja/või materjalide sisetranspordil.
5.3.3 Hoolduse, remondi ja puhastustööde läbiviimiseks peab olema ette nähtud mõistlik aparatuuri ja seadmetesse ja/või nende ümbrusesse sisse- läbi- ning juurdepääs.
5.3.4 Protsessi põhiseadmed ja aparatuur määratletakse ja tähistatakse.
5.3.5 Defektsed seadmed tuleb võimalikult koheselt kindlaks teha ja märgistada nende kasutamist keelava märgistusega.
5.4 Kalibreerimismenetlus
5.4.1 Laboratooriumis ja tootmises kasutatavad mõõtevahendeid, seadmete aparatuuri jmt, mis toote kvaliteedi seisukohalt on äärmiselt olulised, kontrollitakse ja kalibreeritakse regulaarselt ja süsteemselt.
5.4.2. Kui kalibreerimistulemused ei vasta vastuvõtukriteeriumitele, tuleb mittevastav mõõtevahend, seade, aparatuur viivitamata identifitseerida ja käigust kõrvaldada.
5.4.3 Kalibreerimisnõuete või –tulemuste mittevastavuse juhtumeid ja põhjusi selgitatakse välja ja /või tuvastatakse lõpuni uurimise teel, et kindlaks teha, kas konkreetne juhtum on avaldanud kahjulikku mõju toote kvaliteedile. Tulenevalt uurimise lõppresultaadist võetakse tarvitusele asjakohased meetmed, mis peavad põhinema konkreetse juhtumi läbiviidud uurimiskäigul.
5.5 Puhastus ja saneerimine
5.5.1 Kõik seadmed peavad läbima asjakohased puhastus- ja saneerimisprogrammi.
5.5.2 Puhastamis- ja desinfitseerimiskemikaalid tuleb täpselt kindlaks määrata, samuti tehniline protsessi käik, mis peab vastama nõuetele ja olema tõhus.
5.5.3 Kui seadmed ja aparatuur töötavad pideva katkematu tootmisprotsessikorraldusega, tuleb nende puhastamiseks ja saneerimiseks või valmistamise järjestikust partiid sama toote, seadmed tuleb puhastada sobiva intervalliga.
5.6 Hooldus
Seadmeid ja aparatuuri tuleb regulaarselt hooldada. Hooldustegevus ei tohi mõjutada toote kvaliteeti.
5.7 Tarvikud
Tarvikud, mida seadmete puhul kasutatakse, ei tohi mõjutada toote kvaliteeti.
5.8 Autoriseerimine
Toote tootmiseks ja kontrolliks kasutusel olevad seadmed, aparatuur ja/või automaatsüsteemid peavad olema ligipääsetavad ja kasutatavad ainult selleks volitatud personalile.
5.9 Tagavarasüsteemid
Tuleb rakendada kasutatavate süsteemide jaoks piisavaid menetlusi seadmete, aparatuuri jmt peatamiseks, neid peab alati olema võimalik kasutada juhul, kui on tegemist rikete või avariiga.
6 Toorained ja pakendimaterjalid
6.1 Põhimõte
Ostetud toor- ja pakendimaterjalid peavad vastama varem määratletud vastuvõtukriteeriumitele, mis on piisavad valmistoodete kvaliteedi tagamiseks ja kindlustamiseks.
6.2 Ost
Tooraine ja pakendimaterjalide ostmine peab põhinema:
a. tarnija valimisel ja hindamisel,
b. valimise läbiviimiseks klauslite püstitamisel: vastuvõtukriteeriumid, puuduste kõrvaldamise ja/või ilmnenud veotingimuste muudatustele reageerimise viis ja eelkokkulepped,
c. kahepoolsel suhtlusel, näiteks viiakse läbi auditeid või vahetatakse ajutiselt assistente ettevõtte ja tarnija (importija) vahel.
6.3 Vastuvõtt
6.3.1 Ostuorder, saateleht ja kättetoimetatud materjalid peavad omavahel klappima.
6.3.2 Toor- ja pakendimaterjali, transpordimahutite rikkumatust peab nende saabumisel kohe visuaalselt üle kontrollima. Kui vaja, tuleb üle vaadata ka kauba vedamise andmed.
6.4 Toor- pakendimaterjalide tuvastamine ja seisundi kontroll
6.4.1 Toor- ja pakendimaterjalide konteinerid või veotaara peavad olema märgistatud, et tellitud materjalide õigsuse ja partii valmistamise kohta vastuvõtmiseks vajaliku teabe saamise eesmärgil.
6.4.2. Kui toorained ja/või pakkematerjali vastuvõtul on vaatluse teel võimalik kindlaks teha väljastpoolt kahjustatus, on selline kahjustus piisav oletamaks, et kahjustus võis saabunud materjali kvaliteeti halvendada. Sel juhul tuleb kauba vastuvõtt peatada, et teha järgnevalt õigeid otsuseid.
6.4.3 Toor- ja pakendimaterjalide seisundit hinnatakse vastuvõtjale sobival viisil ja antakse lõppotsus: kas saabunud materjal heaks kiita, tagasi lükata ja karantiini jätta.
Muud kontrollsüsteemid võivad seda füüsilise isiku poolt identifitseerimist süsteemse automaatkontrolliga asendada, kui selline kontrollimisviis kindlustab analoogsel tasemel vastuvõtu tulemuse.
6.4.4 Tooraine ja pakendimaterjalide vastuvõtmiseks sobivuse protseduuri hulka peavad kuuluma järgmiste andmete tuvastamine:
a. toote nimetus, mis on üleandmisdokumenti (saatelehele) ja pakendile märgitud
b. Tootjaettevõtte poolt antud toote nimetus, kui see erineb nimest, mille tarnija vastuvõtuks andis ja / või toote koodi number
c. vastuvõtmise kuupäev või number, kui see on asjakohane
d. tarnija nimi
e. partii kohta - tarnija antud andmed ja vastuvõtul tuvastatud andmed, kui neis on erinevusi.
6.5 Toor- ja abimaterjalide ettevõttesse laskmine
6.5.1 Üksnes kvaliteetse toor- ja pakendimaterjalide tootmises edasise kasutamine tagamiseks tuleb vastuvõtuks luua füüsilise isiku või alternatiivne automaatsüsteemi abil tõhus kontrollimisviis.
6.5.2 Materjalide vastuvõtmine viiakse läbi ainult kvaliteedikontrolli eest vastutava volitatud pädeva personali poolt.
6.5.3 Tarnija sertifikaatide (analüüsitõendite) alusel on lubatud toor- ja/või pakendimaterjale heaks kiita ainult sel juhul, kui eelnevalt on kahepoolselt kehtestatud ühesugused tehnilised kvaliteedinõuded; kui materjali tarnija käitumise kohta on olemas piisavalt kogemusi ja teavet; kui on läbi viidud audit tarnija juures ja tarnija kvaliteedikontrolli testimisviisid ja katsetusmeetodid on heaks kiidetud lõppkasutaja poolt.
6.6 Ladustamine
6.6.1 Lao hoiutingimused peavad olema sobivad igale toor- ja pakendimaterjalile, mida seal säilitatakse.
6.6.2. Toor- ja/või pakendimaterjale tuleb hoida ja käidelda viisil, mis sobib kokku neist igaühe omadustega.
6.6.3 Konkreetsed ladustamistingimusi, kui need on ette nähtud, peab järgima asjakohaselt,
6.6.4 Toor- ja pakendimaterjalide konteinerid hoitakse suletult kinnises pakendis ning kindal alusel põrandale ladustatuna.
6.6.5 Kui toor- ja/või pakendimaterjal pakendatakse ümber, tuleb uus pakend esialgse markeeringuga märgistada.
6.6.6. Kui toor- ja/või pakendimaterjal suunati karantiini või kuulub tagastamisele, tuleb selline kaup ladustada kindlaksmääratult ja tähistatult sobivas füüsilises või automaattkontrollseadme asupaigas.
6.6.7 Et kindlustada laovarude nõutav käive ja õigeaegne ärakasutamine, peavad selleks olema rakendatud vajalikud meetmed. Välja arvatud erilistel asjaoludel, peab laovarude rotatsioon olema korraldatud ja töötama nii, et kõige varem saabunud /kõige kauem laos seisnud materjal kasutatakse tootmises ära esimeses järjekorras.
6.6.8 Perioodiliselt tehakse sõltumatu personali poolt kontrollimisi ja inventuure, et tagada laovarude andmebaasi usaldusväärsus. Kõiki ilmnenud puudused ja olulised lahknevused protokollitakse ja uuritakse põhjalikult läbi eesmärgiga lõpptoote kvaliteeti tagada.
6.7 Taaskasutus
Materjalide kasutamise sobilikkuse hindamiseks tuleb luua logistiline süsteem, mis on rajatud arvestamaks materjalide tegelikku kasutamisvajadust, et tagada materjalide kvaliteedi säilimine pärast lattu võtmist, mis sõltub materjali tegelikest omadustest teatud kindla ajaperioodi vältel. Logistiline süsteem peab olema rakendatud viisil, mis välistab seismisaja ületanud materjalide kasutamise tootmises.
6.8 Tootmiseks vajaliku vee kvaliteet
6.8.1 Tootja veepuhastussüsteem peab tarnima ainult kindlaksmääratud kvaliteediga vett.
6.8.2. Vee kvaliteeti kontrollitakse süsteemse menetlusega kas katsete või järelevalve parameetreid jälgides.
6.8.3. Veepuhastussüsteemis peab olema võimalik saneerimist läbi viia.
6.8.4 Veevõtu ja -puhastusseadmed tuleb pidevalt kasutada ilma seisakute ja saastamisohuta.
6.8.5 Veekäitluses kasutatavaid materjale ja kemikaale valides tuleb tagada vee pikaajaline ühtlane muutumatu kvaliteet.
7 Tootmine
7.1 Põhimõte
Igas tootmis- ja pakendamisprotsessi tegutsemisetapis tuleb kasutusele võtta meetmed lõpptoote kvaliteedi vastavuse tagamiseks kõigile kehtestatud parameetritele.
7.2 Tootmisprotsess
7.2.1 Tagatakse asjakohaste dokumentide olemasolu ja kättesaadavuse kindlustatus
7.2.1.1 Dokumentatsioon peab olema kättesaadav tootmisprotsessi igas etapis
7.2.1.2 Tootmisprotsess viiakse läbi dokumenteeritud tehnilise kirjelduse (reglemendi) kohaselt, mis sisaldab:
a. põhiseadmete ja aparatuuri loetelu
b. toodete retseptuure
c. andmestut kõigi kasutatavate toorainete kohta, mis võimaldab tuvastada ja siduda iga vastuvõetud materjali partiinumbrit sellele vastava kogusega
d. üksikasjalikku tootmistegevuse kirjeldust tootmisprotsessi igas etapis, näiteks toorainete lisamise järjestus, protsessi etapiviisilise läbiviimise temperatuuri vahemikud, segamiskiirused, segamis- ja dispergeerimisajad, proovivõtu üksikasjad, samuti seadmete puhastamine ja saneerimine, seadmete ja süsteemide hooldus ning masstoote villimiseks üleandmise kord.
7.2.2 Protsessi käivituse juhtimine
Enne mis tahes tootmistegevuse algust tuleb üle vaadata, et:
a. kogu valmistamisprotsessiga seotud dokumentatsioon on õigesti komplekteeritud ja kohapeal kättesaadav
b. kõik toormaterjalid on ette valmistatud ja kasutanmiskõlblikud
c. vajaminevad seadmed on tööks korrastatud, puhtad ja / või äsja desinfitseeritud
d. vahetuse töö- ja abiruumid on tööks korrastatud, et eelmise tootmisprotsessi materjalide ja toodete segunemist uutega ei ole toimunud ja ei toimu ka edaspidi.
7.2.3 Partiinumbri omistamine
Partii number tuleb anda eraldi igale pakendamata masstoote partiile. See number ei peaks olema identne toote enda partiinumbriga, millega pakendamise protsessis märgistatakse valmistoote etiketti. Kui kasutatakse identset partiinumbrit, peab tagama lihtsal moel pakendamata masstoote partiist hiljem villitud valmistoodete kindlakstegemise muu võimaluse.
7.2.4 Tootmisesiseste toimingute identifitseerimine
7.2.4.1 Kõik toorained tuleb mahuliselt mõõta või osamassi järgi kaaluda vastavalt toote retseptuurile sobivasse, eelnevalt puhastatud (desinfitseeritud) ja märgistatud mahutisse, et mahutis või mõnes protsessi läbiviimiseks ettenähtud automaatseadmes oleks võimalik algse retseptuuri järgi valmistatud toodangut kindlas teha kogu järgneva tootmisprotsessi käigus.
7.2.4.2 Igal ajamomendil peab saama tuvastada konkreetses masstoote partiis kasutatud põhiseadmeid, toorainekonteinereid ja kasutuses olnud villimata/pakendamata toodete mahuteid.
7.2.4.3 Pakendamata masstoote mahuteid tuleks nende eristamiseks märgistada järgnevalt:
a. toote nimi või identifitseerimiskood
b. valmistuspartii number
c. ladustamistingimused, kui selline teave on kriitiliselt vajalik toote kvaliteedi tagamiseks.
7.2.5 Tootmisprotsessi sisekontroll
7.2.5.1Tootmisprotsessi kulgemise juhtimine, kontrollitavad parameetrid ja toodangu kvaliteedilise vastuvõtu kriteeriumid tuleb määratleda.
7.2.5.2Tootmisprotsessi juhtimine ja kontrollimine peab toimuma määratletud programmi või korra järgi.
7.2.5.3 Igast vastuvõtukriteeriumile mittevastavast tulemusest tuleb teavitada juhtivat personali, mittevastavuse põhjus aga välja selgitada asjakohase uurimise kaudu.
7.2.6 Masstoote ladustamine
7.2.6.1 Masstoode ladustatakse tootmisruumis või vahelaos selleks määratletud asukohas, tootele sobivas mahutis ja sobivatel hoiutingimustel.
7.2.6.2 Kõige pikem lubatud aeg pakkimata masstoote mahutis hoidmiseks tuleb ette kindlaks määrata.
7.2.6.3 Kui masstoote hoidmisaeg ületab lubatud kestvuse, tuleb pakkimata masstootepartii kvaliteet uuesti üle testida vahetult enne selle pakendamisele suunamist.
7.2.7 Tagastatud toormaterjal
Kui toorainet on jäänud pärast mõõtmist/kaalumis üle ja seda oleks vaja uuesti lattu tagasi saata, tuleb toorainekonteiner uuesti korralikult sulgeda ja veelkord nõuetekohaselt märgistada.
7.3 Pakendamine
7.3.1 Vajalike dokumentide kättesaadavus
7.3.1.1 Dokumentatsioon peab olema kättesaadav pakendamisprotsessi igas etapis.
7.3.1.2 Pakendamisprotsessi toimingud tuleb läbi viia kirjalikult vormistatud juhendi e. pakendamise reglemendi kohaselt, mis peab sisaldama:
a. pakendamiseks sobivate seadmete ja aparatuuri kirjelduse,
b. iga valmistoote jaoks sobivate pakendimaterjalide määratletud loetelu,
c. üksikasjalikku pakendamisprotsessi läbiviimise etappide kirjeldusi (näiteks villimisetapp, sulgemisprotseduur (korkimine, kaanetamine jmt), etikettimine, märgistamine ja kodeerimine).
7.3.2 Protsessi käivituskontroll
Enne pakendamistoimingu käivitamist tuleb kindlaks teha järgmised asjaolud:
a. tööpaik/tööpiirkond on segimineku vältimiseks vabastatud eelmiste operatsioonide materjalidest ja masstootest,
b. kogu dokumentatsioon, mis protsessi juhtimist kirjeldab, on komplekteeritud ja kättesaadav,
c. kõik pakendamismaterjalid on kohal,
d. protsessis ettenähtud ja sobivad seadmed on töökorras, puhtad ja / või desinfitseeritud,
e. on-line markeering on asjakohane ja piisav pakendatava toote tuvastamiseks.
7.3.3 Partii number
7.3.3.1 Partii number tuleb kindlasti märkida igale valmistoote ühikule.
7.3.3.2 See number ei pea olema identne masstoote valmistusprotsessi partiinumbriga, kuid vajadusel peab olema võimalik kindlaks teha, millisest masstoote partiist on iga konkreetne valmistoode villitud.
7.3.4 Pakendamisliini tuvastamine
Igal ajahetkel peab saama pakendil pakendamisliini kas nime, numbrinäidu või erikoodi järgi tuvastada, samuti masstootele valmistamise ajal antud partii numbrit ning peab olema võimalus seda seostada samale masstootele pakendamise protsessis antud partiinumbriga, kui need numbrid ei ole samad.
7.3.5 Pakendamisliini seadmete kontroll
Pakendamisliini seadmeid tuleb varem kindlaksmääratud programmi kohaselt regulaarselt kontrollida.
7.3.6 Protsessi sisekontroll
7.3.6.1 Pakendamisprotsessi sisekontrolli viisid ja toote vastuvõtukriteeriumid tuleb tootekohaselt määratleda.
7.3.6.2 Pakendamise sisekontroll viiakse läbi varem kindlaks määratud programmi kohaselt.
7.3.6. 3 Iga vastuvõtukriteeriumitele mittevastav sisekontrolli tulemus tuleb allutada asjakohasele uurimisele, et mittevastavuse põhjus oleks teada. Kõigist kõrvalekalletest teavitatakse juhtkonda kirjalikult.
7.3.7 Pakendimaterjalide taasladustamine
Kui pärast pakendamist jäi osa pakendimaterjale konteineris üle ja neid on vaja lattu tagasi saata, tuleb lattu tagasiminevad konteinerid enne sulgeda ja nõuetekohaselt uuesti märgistada.
7.3.8 Toote kindlakstegemine ja käsitlemine pakendamisprotsessi eri etappides
Täitmine (villimine) ja märgistamine on pakendamisel tavaliselt pidev protsess. Kui see nii ei ole, tuleb rakendada erimeetmeid selleks, et eraldatus ja kindlakstegemine on tagatud viisil, mis toodete segimineku ja eksitava märgistamise välistab.
8 Valmistooted
8.1 Põhimõte
Valmistooted peavad vastama määratletud vastuvõtukriteeriumitele.
Ladustamine, vedu ja kauba tagastamine peab olema korraldatud ja hallatud viisil, mis tagab töö kõrge kvaliteediga läbiviimise ja ühtlasi ka säilitab toodete kvaliteedi.
8.2 Töö käik
Enne turule laskmist tuleb kõiki valmistooteid kontrollida vastavalt kehtestatud katsemeetoditele, kusjuures iga kontrollitud toode peab vastama selle toote vastuvõtukriteeriumitele.
8.2.2 Product release should be carried out by the authorised personnel responsible for quality.
Toode lastakse turule pärast kontrolli, mis viiakse läbi kvaliteedi eest vastutava volitatud personali poolt.
8.3 Ladustamine
8.3.1 Valmistooteid tuleb hoida kindlaksmääratud ruumides sobivates tingimuste juures sobiva aja jooksul. Tagatud seisuaja ületanud tooteid tuleb enne väljastamist uuesti kontrollida, selleks peab pidevalt jälgima, et väljastamiseks võetakse lattu ainult kvaliteedile vastav ja kontrollitud kaup.
8.3.2 Ladustamisruumid peavad olema piisava mahuga, et võimaldada tellitud kauba ladustamist.
8.3.3 Kui viimistletud tooted on kas heaks kiidetud, karantiinis või tagastatud, siis tuleb neid tooteid hoida eraldi administratsiooni poolt määratletud asukohtades, et vältida omavahel segiminekut.
8.3.4 Valmistoodete puitalustel ja muudes vormides veopakendisse pakendamisel tuleks need märgistada alljärgnevalt:
a. nimi või tootele määratud kood,
b. tõend, et vastuvõtt on läbitud ja heaks kiidetud.
8.3.5 Tuleb kasutusele võtta vajalikud meetmed, et tagada laovarudele piisav käibekiirus. Sama toote laovarude liikumine peab toimuma viisil (välja arvatud erilistel asjaoludel), et kõige vanem laovarudes olev tootepartii väljastatakse väljaveoks esimesena.
8.3.6 Perioodilisel inventuurinimestiku kontrollimisel tuleb kindlaks teha, et:
a. inventuuri läbiviimise ja aktsepteerimise kriteeriumid on täidetud
b. tootepartii number on igal tootel olemas
c. ladustamise hoiutingimused on täidetud, kui need on olulised toote kvaliteedi tagamiseks.
Kõiki olulisi lahknevusi tuleb uurida ja lahknevuse põhjused välja selgitada.
8.4 Tarnenõuded
Tuleb rakendada vajalikke meetmeid, et tagada valmistoodete häireteta vedu, mis vastab määratletud vastuvõtukriteeriumitele. Valmistoote kvaliteedi säilimiseks vedamisel tuleb vajadusel kasutada eelhoiatamist..
8.5 Tagastamine
8.5.1 Tagastamine tuleks määratleda sobival viisil ja ladustada tagastatud kaubad eraldi sobivatesse tingimustesse.
8.5.2 Tagastatud kauba hindamiseks tuleb eelnevalt kehtestada kriteeriumid ja kindlaks määrata kauba edasine käitlus.
8.5.3 Tagastamiseks nõusolek tuleb anda enne kauba tagastamist või turult tagasivõtmist
8.5.4 Enne tuleb kehtestada laos vajalikud meetmed ja pöörata erilist tähelepanu kõigi lattu tagasi ümbertöötlemiseks võetavatele toodetele. Tuleks rakendada meetmeid vältimaks tagastatud toodete tahtmatut segiminekut laos olevate valmistoodetega.
9 Kvaliteedikontrolli laboratoorium
9.1 Põhimõte
9.1.1 Põhimõtted peavad olema kohaldatud kvaliteedikontrolli labori personali, ruumide, aparatuuri, alltöövõtu ja dokumentatsiooni jaoks.
9.1.2 Kvaliteedikontrolli labori ülesandeks on tagada vajalike ja asjakohaste kontrollimiste läbiviimine, proovide võtmine ja testimine, samuti toor- ja pakendamismaterjalide õigeaegne heakskiitmine ja toodete kvaliteedikontrolli läbiviimine viisil, et ettevõttest väljastatakse tooted vaid juhul, kui nende kvaliteet on eelnevalt kontrollitud ja vastab kehtestatud vastuvõtukriteeriumitele.
9.2 Testimismeetodid
9.2.1 Kvaliteedikontrolli labor peab kasutama kõiki vajalikke testimisviise ja mõõtmismetoodikaid kinnitamaks, kas kontrollitav subjekt vastab kehtestatud vastuvõtukriteeriumitele või mitte.
9.2.2 Kontroll tuleb teha tuginedes määratletud, asjakohastele ja kättesaadavaks tehtud testimisviisidele ja mõõtmismeetoditele.
9.3 Kvaliteedilise vastuvõtu kriteeriumid
Kriteeriumid ja nõuded valmistoodete, tooraine, pakkematerjalide ja masstoodete kvaliteedilise vastuvõtu läbiviimiseks ja lõpphinnangu andmiseks tuleb eelnevalt määratleda igas eelpool loetletud valdkonnas.
9.4 Kontrolli läbiviimine
Kõik vajalikud katsetused, testimis- ja mõõtmistööd tuleb sooritada kooskõlas nendele kehtivate tehniliste spetsifikatsioonide, standardite vmm nõuetega ja saadud katsetulemused läbi vaadata . Seejärel langetab pädev volitatud personal iga läbiviidud kontrolli kohta kas heakskiitmise, tagasilükkamise või poolelijätmise otsuse.
9.5 Mitterahuldav testimistulemus
9.5.1 Mitterahuldava testimistulemuse vaatab läbi selleks volitatud personal ja teeb põhjalikult kindlaks mitteavastavuse põhjuseid.
9.5.2 Iga teistkordse katsetamise läbiviimiseks peab olema piisav õigustus.
9.5.3 Pärast volitatud töötaja juurdlust otsustab ta, kas katsetulemus lugeda kõrvalekaldeks, lükata tagasi või pooleli jätta.
9.6 Reaktiivid, lahused, tugietalonid, kasvusubstraadid
Reaktiivid, lahused, tugietalonid, kasvusubstraadid jmt tuleb määratleda ja tähistada järgmiselt:
a. nimi
b. kontsentratsioon, vajaduse korral
c. aegumiskuupäev, kui see on asjakohane,
d. lahuse valmistaja nimi ja / või allkiri, kui see on asjakohane
e. avamise kuupäev,
f. Ladustamistingimused, vajadusel.
9.7 Proovivõtmine
9.7.1 Proovivõtmist viib läbi pädev volitatud personal.
9.7.2 Proovivõtmise läbiviimiseks tuleb määratleda järgmised tingimused:
a. proovivõtumeetod,
b. kasutatavad laboriseadmed,
c. proovi kogus, mida võetakse
d. kõik ettevaatusabinõusid, mida tuleb täita, et vältida saastumist või proovi kvaliteedi halvenemist,
e. proovi tähistamine ja märgistamine
f. proovivõtu sagedus.
9.7.3 Proovid tuleb märgistada alljärgnevalt:
a. nimi või kood
b. partii number
c. proovivõtmise kuupäev
d. konteineri või mahuti tähistus, millest see proov on võetud
e. proovivõtukoht, kui see on kohaldatav.
9.8 Seisuproovid
9.8.1 Valmistoote seisuproove tuleb säilitada tootele ja/ või toorainele sobival viisil ja kindlaksmääratud valdkondades.
9.8.2 Lõpptoote seisuproovi maht peab olema piisav, et vajadusel seda testida, samuti tuleb lähtuda kehtivatest proovivõtu standarditest ja testimisviisides ettenähtud kogustest.
9.8.3 Valmistoodete seisuproove säilitatakse esmases pakendis tootekohase sobiva aja jooksul.
9.8.4 Toorainete seisuproove säilitatakse sobival viisil kokkuleppel tarnijaga või kemikaali ohutuskaardi nõudeid arvestades kinnises pakendis ja sobivate tingimuste juures kokkulepitud aja jooksul.
10 Mittekvaliteetse toote käsitlemine
10.1 Tagasilükatud lõpptooted, masstooted, toor- ja pakendimaterjalid
10.1.1 Uuringud tagasilükatud toote või materjali kohta viib läbi volitatud pädev personal, kellele see tegevus on otseseks tööülesandeks
10.1.2 Otsuse toote hävitamise või tagasi tootmisprotsessi saatmiseks ümbertöötlemisele peab tegema pädev kvaliteedikontrolli eest vastutav töötajad
10.2 Ümbertöötlemisele suunatud valmis ja/või masstoode
10.2.1 Kui kõik või osa partii valmis- ja/või masstoote partiist ei vasta määratletud vastuvõtukriteeriumitele, teeb kvaliteedikontrolli eest vastutav personal otsuse selle partii ümbertöötlemise kohta.
10.2.2 Ümbertöötlemise viisid ja menetlused tuleb enne määratleda ja heaks kiita.
10.2.3 Ümbertöödeldavaid valmis- ja/ või pakendamata tooteid tuleb enne protsessi tagasi suunamist põhjalikult testida kindlaksmääratud programmi alusel ja kogu masstoote partii koos ümbertöödeldud toodetega uuesti testida. Testimistulemused peab üle vaatama pädev volitatud personal, et võtta vastu otsus selle masstoote partii vastuvõtukriteeriumitele vastavuse kohta.
11 Jäätmed
11.1 Põhimõte
Jäätmed tuleb hävitada õigel ajal ja sanitaarrežiimi järgides.
11.2 Jäätmete liigitus
Ettevõttel tuleb kvaliteedikontrolli labori abiga kindlaks määratleda eri liiki jäätmete tootmises taaskasutamise võimalus ja välja selgitada põhjused, mis võivad toote kvaliteeti mõjutada.
11.3 Käitlus
11.3.1 Jäätmekäitlus ei tohi mõjutada tootmist ega laboratoorse kontrolli operatsioone.
11.3.2 Tuleb rakendada vajalikke meetmeid jäätmete kogumiseks, siseveoks kogumiskohtadesse, ladustamiseks ja jäätmete kõrvaldamiseks.
11.4 Jäätmekonteinerid
Jäätmekonteinerid peavad olema korralikult märgistatud sisu ja muude andmetega kohalikke õigusaktide kohaselt, kui see on asjakohane.
11.5 Jäätmete hävitamine
Jäätmed tuleb sorteerida ja hävitada vastavalt kehtivatele õigusaktidele. Kõik toimingud peab läbi viima pädeva personali range kontrolli ja juhtimise all, et tõkestada saaste teket ja levikut.
12 Allhanked
12.1 Põhimõte
Lepingud või kokkulepped osapoolte vahel sõlmitakse selleks volitatud pädevate isikute poolt, kellel on ettevõtete esindamise õigus. Lepped peavad olema vastastikku kinnitatud ja kontrollitud ning vastama õigusaktidele. Sama kehtib ka lepingutaotleja ja lepingu sõlmija vahelise hanke- või alltöövõtu lepingute kohta. Eesmärk on saada toode või teenus, mis vastab lepingu esitaja määratletud nõuetele.
12.2 Alltöövõtu liigitus
See peatükk käsitleb järgmist alltöövõttu:
a. valmistamine,
b. pakendamise,
c. analüüsi,
d. puhastamist ja / või tööruumide saneerimist,
e. kahjuritõrjet
f. seadmete ja ruumide korrashoidu ja hooldust,
12.3 Lepingu taotleja
12.3.1 Tööandja peab hindama enne lepingu aktsepteerimist taotleja lepinguliste operatsioonide teostamisvõimet, -vahendeid, samuti pädevust ja vastutusvõimet. Lisaks peab lepingu tööandja tagama, et Töövõtjal on kõik vahendid lepingu läbiviimiseks olemas. Lepingu tööandja peab hindama töövõtja võimet täita lepingut ja käesolevaid suunuseid ja tagada, et alltöövõtt toimub lepingujärgselt võetud kohustuste täitmisega.
12.3.2 Tööandja peab andma Töövõtjale üle kogu nõutud teabe toimingute õigesti sooritamiseks..
12.4 Lepingu sõlmimine
12.4.1 Töövõtja peab tagama, et neil on vastavad vahendid, kogemuse ja pädevat personali, et täita tööandja lepingus esitatud nõuedeid.
12.4.2 Töövõtja ei tohiks mööda minna lepingu tööandjast minnes omakorda kolmanda isikuga kokkuleppele mis tahes töö osas, mis oli talle enne kahepoolselt lepinguga täitmiseks usaldatud, ilma tööandjaga eelnevalt selles kokku leppimata. Kui tööandja nõustub kolmanda lepingu täitmiseks kolmanda osapoole kaasamisega, siis tuleb kolmanda isiku ja töövõtja vahelises lepingus tagada, et kogu teave ja toimingud tehakse lepingu kõigile osapooltele kättesaadavaks samal viisil nagu esialgses lepingus.
12.4.3 Töövõtja peaks hõlbustama mis tahes kontrolli ja auditeerimist tööandjaga määratletud lepingu täitmise osas.
12.4.4 Töövõtja peab teavitama lepingu tööandjat kõikidest muudatustest, mis võivad mõjutada teenuste kvaliteeti pakutavate toodete osas enne teenuse osutamist või töö tegemist, kui lepingus ei ole teisiti täpsustatud.
12.5 Leping
12.5.1 Kokkulepe peab olema koostatud tööandja ja töövõtja vahelise lepinguga, mis määrab nende kohustused ja vastutuse.
12.5.2 Kõik andmed tuleb hoida kas saladuses või teha kättesaadavaks vastava lepingu esindajale.
13 Kõrvalekalded
13.1 Täpsustatud erinõuetest kõrvalekalded tuleks piisavate andmetega autoriseerida, et otsust toetada.
13.2 Kõrvalekaldumine kordumise takistamiseks tuleb rakendada parandusmeetmeid..
14 Pretensioonid ja tagastamised
14,1 Põhimõte
14.1.1 Kõik kaebused, mis käesolevasse juhist puudutavad, edastatakse ettevõttele, kus need vaadatakse läbi, uuritakse ja võetakse kasutusele asjakohased meetmed.
14.1.2 Kui asjakohane toote tagasikutsumisotsus on tehtud, tuleb rakendada kõiki käesolevas juhendis eespool kirjeldatud tegevusi ning võtta kasutusele parandusmeetmed,
14.1.3 Juhul, tööandja poolt tellitud töö teostamise üle on kaebusi, lahendatakse küsimused poolte vahel lepinguliste kokkulepete alusel. Leping tööandja ja töövõtja vahel peab kajastama ka kaebuste protsessi juhtimist (vt punkti 13.1).
14.2 Tootekohased kaebused
14.2.1 Kaebuste lahendamine tehakse ülesandeks volitatud pädevatele töötajatele, kelle kätte tuleb koondada kõik kaebused. Kõiki kaebusi tootedefektide kohta tuleb säilitada koos esialgsete üksikasjadega ja järelmeetmete rakendamise teabega.
14.2.2 Asjakohased järelmeetmed kõrvalekaldega partii suhtes tuleb täita.
14.2.3 Kaebuse uurimise ja järelevalve peaks hõlmama:
A. meetmeid, mis takistavad puuduse kordumist,
B. Teisi partiisid kontrollides, et teha kindlaks, kas nad on ka avastatud puudustest mõjutatud, kui see on asjakohane.
14.2.4 Kaebused tuleb läbi vaadata, et kontrollida suundumusi või kordumise veaks.
14.3 Toote tagasivõtmine
14.3.1 Toote tagasivõtmise protsessi peab koordineerima selleks volitatud pädev isik.
14.3.2 Toote ümbertöötlemiseks suunamist peab alustama viivitamata ja õigeaegselt.
14.3.3 Asjakohased ametiasutusi tuleb teavitada juhtumist, millel võib olla oluline mõju tarbija ohutusele.
14.3.4 Tagastatud tooted tuleb identifitseerida ja ladustada turvalisel ala eraldi muust toodangust või toodetest kohase otsuse vastuvõtmiseni.
14.3.5 Toote tagasivõtmisprotsessi tuleb korrapäraselt auditeerida.
15 Muudatuste kontroll
Muudatusi, mis võivad mõjutada toote või materjali kvaliteeti, tohib heaks kiita ja teostada ainult selleks volitatud pädevad töötajad, kui neil on piisavalt andmeid muudatuse sobivuse ja tõhususe kohta.
16 Siseaudit
16. 1 Põhimõte
Siseauditi eesmärk on jälgida käesoleva Hea Tootmistava juhendi rakendamist ja seisukorda. Kosmeetikatoodete hea tootmistava juhendisse võib parandusmeetmete läbiviimiseks vajadusel teha ettepanekuid.
16.2 Lähenemisviis
16.2.1 Üksikasjalikke ja korrapäraseid sSiseauditeid korraldavad sõltumatud pädevad töötajad selleks määratud tähtajal või juhtkonna nõudmisel.
16.2.2 Siseauditi auditeerimise käigus tehtud tähelepanekud tuleb hinnata ja jagada asjakohaselt juhtidele.
16.3 Järelmeetmed
Siseauditis hindamise järel alles jäänud puudusi peab kõrvaldama rahuldavate parendusmeetmete rakendamisega
17 Dokumentatsioon
17.1 Põhimõte
17.1.1 Iga ettevõte peab tagama süsteemse dokumentatsiooni väljatöötamise ja rakendamise korralduse, mis on selle organisatsiooni struktuuri ja toodete tüüpe arvestades asjakohane, mille eest ettevõte on vastutav. Elektroonilise süsteemi abil saab dokumente ette valmistada ja juurutada.
17.1.2 Korrastatud dokumendisüsteem on hea tootmistava lahutamatu osa. Eesmärk on kirjeldada dokumentidega määratletud tegevusi ja juhiseid, et siduda nende tegevuste ajalugu ja vältida riske vale tõlgenduse tõttu, teabe kadu, segadust või vigu, mis tekivad ainult kõnetamise kaudu suhtlemisel.
17.2 Dokumentide liigitus
17.2.1 Dokumendid tuleb eelkõige asjakohaselt käesolevates koostada juhendites antud tegevuste läbiviimiseks, selleks koostada protseduuride menetlusviiside juhised, kirjeldused, protokollid, aruanded, meetodid ja nende elluviimise kohta kannete ja registrite täitmise vormid.
17.2.2 Dokumente võib koostada paberkandjal või elektrooniliselt, samuti ka andmetöötlemise arvestust.
17.3 Dokumentide kirjutamine, kinnitamine ja levitamine
17.3.1 Dokumendid tuleb määratleda ja kirjeldada neis asjakohaselt üksikasjalikult tegevusi , , ettevaatusabinõud ja meetmed, mida tuleb rakendada, mis on kohaldatavad kõigi nende tegevuste jaoks ja millised on kooskõlas käesolevate juhenditega.
17.3.2 Dokumendi pealkiri, sisu ja eesmärk peavad olema reeglipäraselt kujundatud.
17.3.3 Dokumendid peavad olema:
a. kirjalikult loetavad ja laiahaardelised,
b. volitatud isikute poolt heaks kiidetud, allkirjastatud ja enne kasutamist kuupäevastatud
c. valmistatud, uuendatud, tühistatud, jaotatud, klassifitseeritud,
d. viitestandarditega, et tagada vananenud dokumentide mittekasutatamist,
e. eemaldatud valdkonna töökohtadelt ja hävitatud juhul, kui need on aegunud.
f. personalile sobival momendil ka kättesaadavad.
17.3.4 Registrid, mis nõuavad käsitsi andmete sissekandmist, peaksid:
a. osundama, mida tuleb sisse kanda,
b. olema püsiva tindiga loetavalt kirjutatud
c. olema avaldamisel allkirjastatud ja kuupäevastatud,
d. parandatud, kui vaja, jättes algkande veel loetavaks. Vajadusel tuleb paranduse põhjus registreerida.
17.4 Redaktsioon
Dokumendid tuleb vajadusel uuesti nummerdada ning vaadata läbi põhjus, miks pärast läbivaatamist tuleb seda säilitada.
17.5 Arhiveerimine
17.5.1 Arhiveerida tuleb ainult originaaldokumente ja kasutada tuleb ainult kontrollitud koopiad.
17.5.2 Originaaldokumendi arhiveerimise kestus tuleb määratleda vastavuses kohaldatavate õigusaktide ja eeskirjadega.
17.5.3 Originaaldokumentide ladustusleping tuleb nõuetekohaselt kinnitada.
17.5.4 Dokumendid ja nende loetavus peab olema tagatud ka juhul, kui neid säilitatakse kas elektrooniliselt või paberkoopiatena
17.5.5 Varukoopiaid tuleb teha regulaarselt ja eraldi turvalises asukohas säilitada.
Lõpp


Seosed
| Nimi | K.p. | Δ | Viit | Tüüp | Org | Osapooled |
|---|